|
9.3 -
|
|
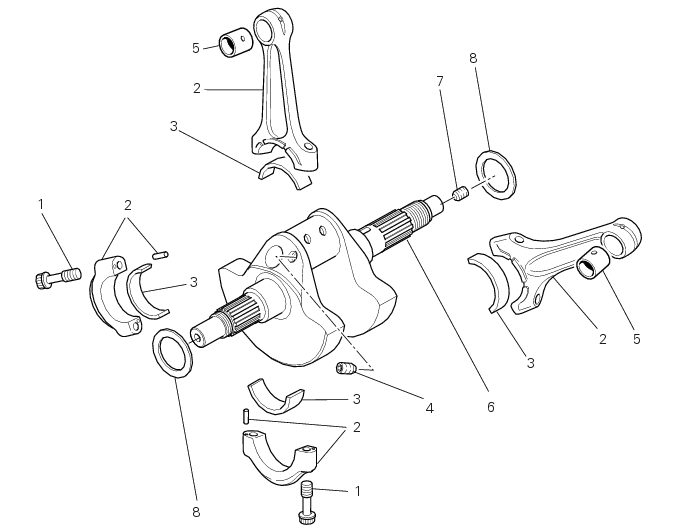
1
|
|
3
|
|
5
|
|
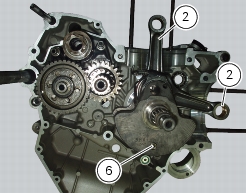
6
|
|
8
|
|
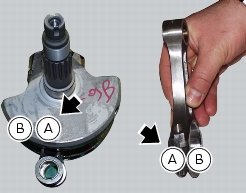
ジェネレーターカバーとジェネレーター一式の取り外し
|
|

|
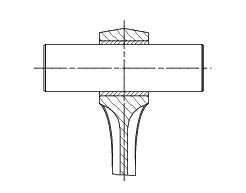
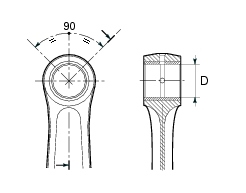
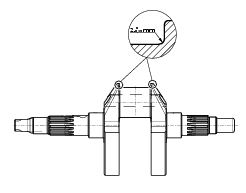
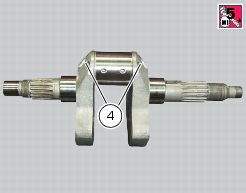
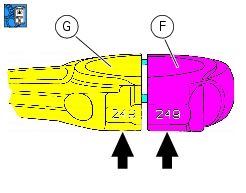
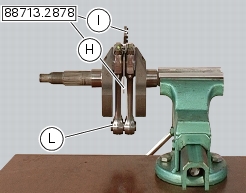
コネクティングロッドのクラス
|
||





|
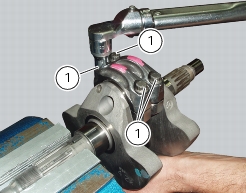
1
|
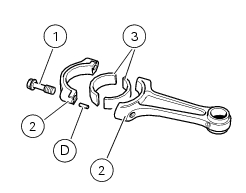
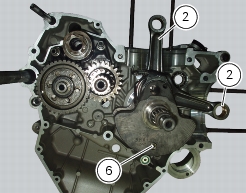
最初の接近ではすべてのスクリューを20 Nmのトルクで締め付け
|
|
2
|
2番目の接近ではすべてのスクリューを35 Nmのトルクで締め付け
|
|
3
|
|
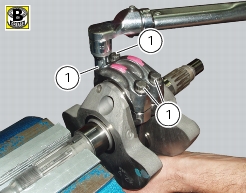
ジェネレーター側カバーとジェネレーター一式の取り付け
|
|