|
5
|
|
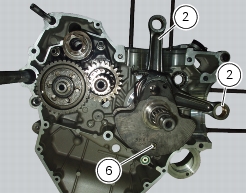
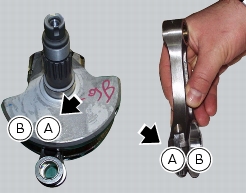
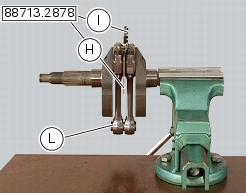
Lichtmaschinendeckel und Lichtmaschine komplett abnehmen
|
|


|
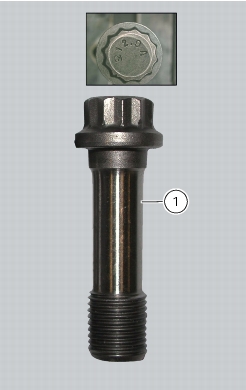
1
|
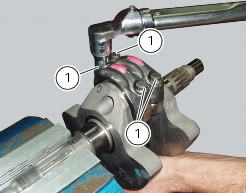
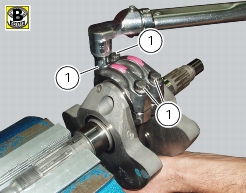
an jeder Schraube eine erste Annäherung mit einem Anzugsmoment von 20 Nm vornehmen;
|
|
2
|
an jeder Schraube eine zweite Annäherung mit einem Anzugsmoment von 35 Nm vornehmen;
|
|
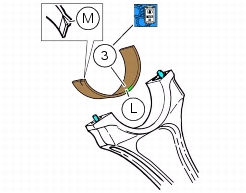
3
|
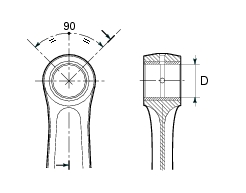
jede Schraube, mit Winkelangabe, mit einem Anzugsmoment von 70 Nm anziehen und dabei kontrollieren, dass der Endanzugswinkel zwischen 55° und 75°, resultiert.
|
|
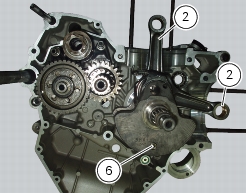
Komplette Lichtmaschine und lichtmaschinenseitigen Deckel montieren
|
|