|
1
|
|
10
|
|
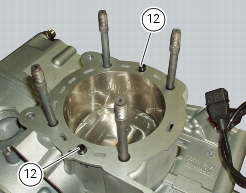
12
|
|
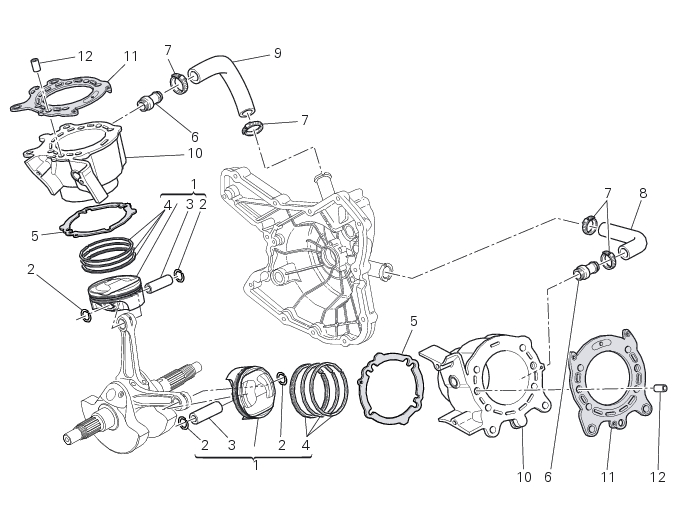
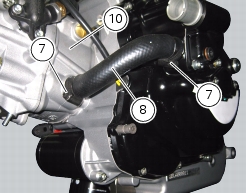
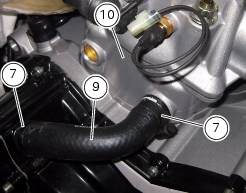
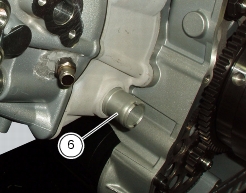
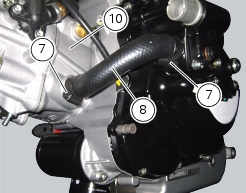
Retire as tubagens do sistema de arrefecimento
|
|
|
Retire as tampas externas da transmissão e as correias
|
|














|
Volte a montar as tampas externas da transmissão e as correias
|
|
|
Volte a montar as tubagens do sistema de arrefecimento
|
|